
3Dプリンター出力による製作のコストの主な内訳は、材料費と加工費です。
この加工費は、製作時間に基づいて算出されます。
この製作時間は、3Dプリンターが造形を開始し、造形物の形ができる時間のみではありません。
3Dプリンター自体の準備や、造形後の後処理の時間なども含まれています。
本記事では、3Dプリンターの製作時間に含まれる詳しい工程について解説します。
3Dプリンターは、データの準備完了後、電源を入れてすぐに造形を開始できるわけではありません。
材料のセットやノズルの加熱など、造形を始める前にスタンバイ時間がかかります。
また、場合によっては、造形後に後処理の時間が必要になります。
ここでは、代表的な造形方式であるFDM方式(熱溶解積層方式)と光造形方式の3Dプリンターを例に、
造形準備から後処理までの工程を紹介していきます。
FDM方式では、造形前のテーブル設定やノズルの加熱、造形後にサポート材の処理などが必要です。
状況によっては、造形開始までに1時間近くかかり、サポート材の処理に1日以上を要することもあります。
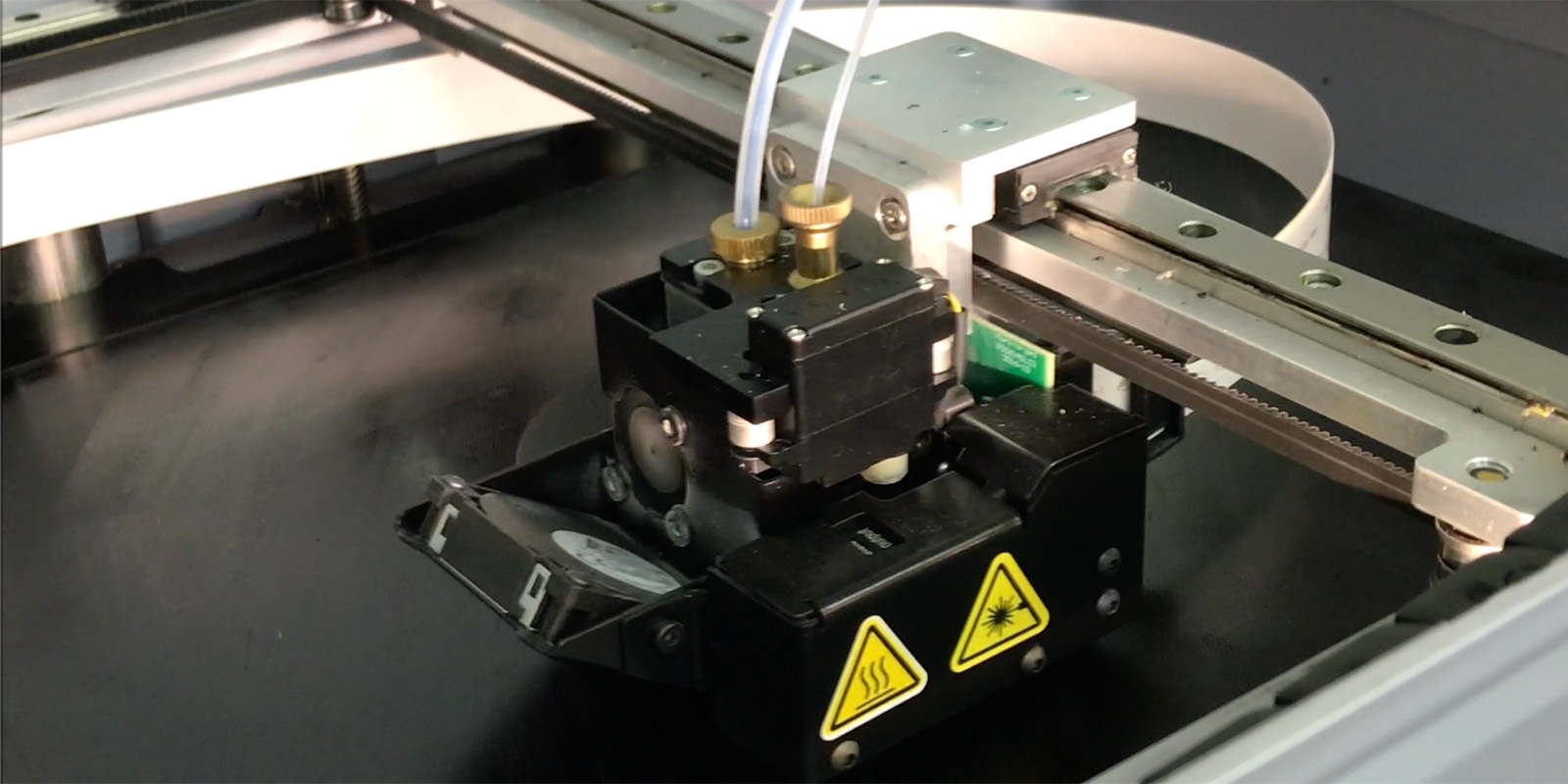
FDM方式の3Dプリンターは、ノズルから材料を排出して積層します。
そのため適切な造形を行うために、ノズルに対してテーブルの高さや水平方向に問題がないかをチェックします。
機種によっては、自動で調整されるものと、手動での調整が必要なものがあります。
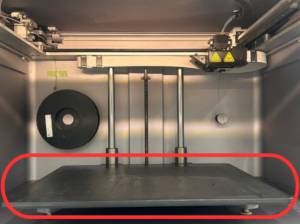
造形開始前に、赤丸の部分を水平に調整する。
FDM方式では、熱で溶けるフィラメント(糸状の樹脂)を使用するため、
ノズルを200℃近い高温まで加熱する必要があります。
また、フィラメントの冷却を防ぐため、テーブルや造形を行う空間(チャンバー)を加熱する機種もあります。
必要な温度になると、造形が開始されます。
3Dプリンターのノズル内には、前回使用した材料が残っている場合があります。
古くなった材料は湿気を多く含み、造形不良に繋がるため、造形開始前にノズルから排出させます。
この作業のことをパージと呼び、造形を始める前に必要な工程です。
造形が終了した直後は、サポート材がついた状態のため、これを取り除く作業をします。
FDM方式では、サポート材が本体と同じ材質のときは、手や工具で除去します。
異なる材質のサポート材では、アルカリ性水溶液に浸して除去することがあります。
この場合、洗浄や乾燥を含めると、形状によっては1日以上かかることがあります。
光造形方式でも、3Dプリンターの準備工程があります。
特に、液体状の材料を使用するため、残留物の確認や材料の加熱などが必要です。
また、造形完了後は、未硬化レジンの洗浄などのサポート材除去以外の処理時間も含まれます。
センサーによって、造形を行うプラットフォームやレジンタンクなどが正しく設置されているかをチェックします。
カートリッジからタンクへと、レジンが補充されます。センサーが材料の補充を検知すると、準備が完了です。
レジンは、温度が低いと光重合反応(光を照射すると固まる化学反応)が抑制されてしまいます。
そのため、造形開始前に、最適な温度(20℃程度)までレジンを加熱します。
タンクの中でレンジをかき混ぜ、残留物がないかを確認します。
残っていた場合はエラーが表示されるため、そこで取り除きます。
造形後は、未硬化のレジンが表面に残っていることがあるため、材質によって異なりますが、
5分〜20分程度アルコールに浸して洗浄します。
中には、2回に分けた洗浄が必要な材質もあります。

造形後に、見た目ではわからない内部の未硬化部分を固めるため、二次硬化を行います。
この作業により、造形物の強度を向上できます。
二次硬化にかかる時間も材質や形状によって異なり、最短で約5分、最長では約4時間の光照射が必要です。

二次硬化に使用する機械。
光造形方式でのサポート材は、同じ材質でできているため、手や工具で除去をします。
また、除去後はバリが残りやすいため、ヤスリなどで削る後処理が必要になります。
3Dプリンター出力のコストは、材料費と加工費が主な内訳です。
特に、加工費は3Dデータの準備と造形時間だけでなく、機械の準備や後処理にかかる時間も含めて算出されます。
3Dプリンター出力の製作に含まれる詳しい工程を知ることで、コストの内訳をより正確に理解できます。
製作時間に含まれる準備や後処理も含めて、目的に応じた3Dプリントをご提供しております。
【短納期】1週間以内の納期に対応。当日出荷も可能です(※条件によります)。
【多品種小ロット】1個からご注文を承ります。
【高機能材質で造形】PEKKなどの高機能樹脂や金属による製作。
複雑な部品の製作は、ぜひ当社の3Dプリンター出力サービスにてお任せください。
2時間以内に見積もり回答いたしますので、まずはお気軽にお問い合わせください。