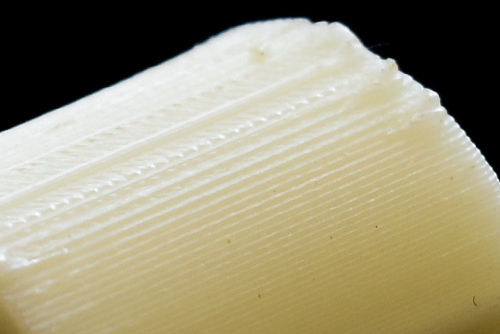
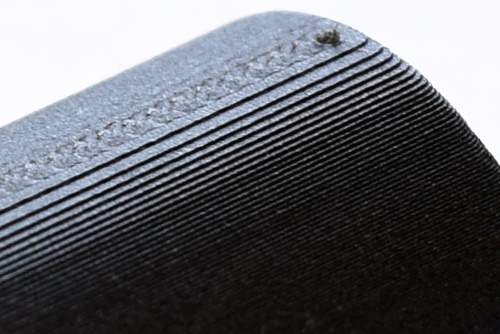
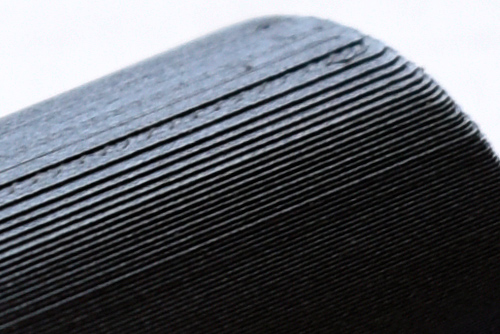
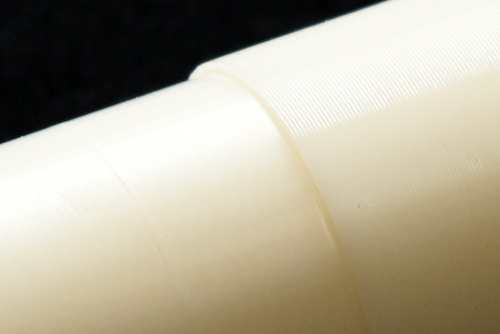
FDM方式の3Dプリンターは、積層ピッチが表面の仕上がりに大きく影響します。
積層ピッチが細かいほど表面の凹凸が少なくなり、綺麗な仕上がりになります。
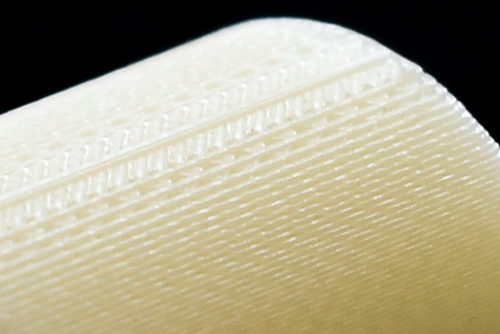
ABS
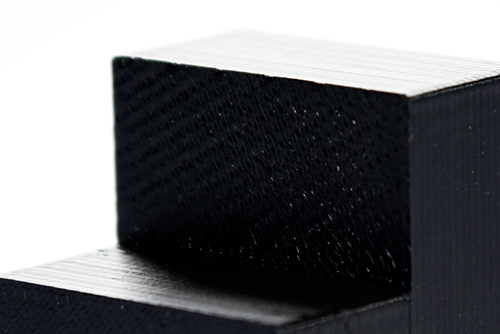
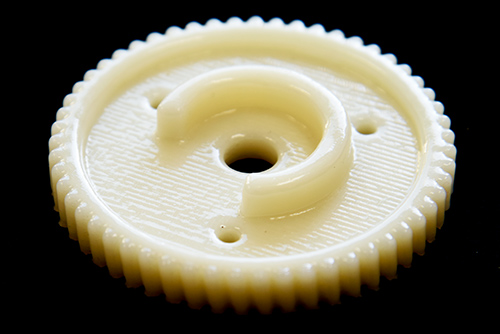
Onyx
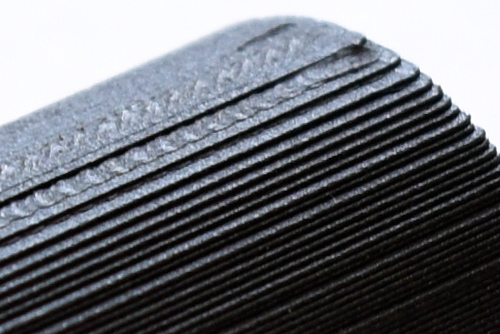
手作業でヤスリ掛けをして表面を磨くことで凹凸を滑らかにします。外観に積層の段差は残りますが、手触りは格段に良くなります。
Onyxは材料の性質上、ヤスリ掛けをすると白くケバ立ってしまいます。


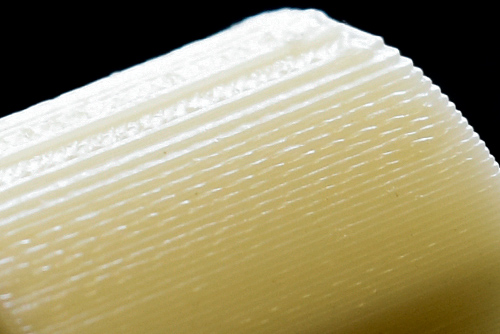
アセトンは水、油との親和性が高く広い用途で有機溶媒として用いられている物質で、除光液や染み抜き、接着剤の剥がし剤などに用いられています。ABSもアセトンで溶かすことが出来ます。
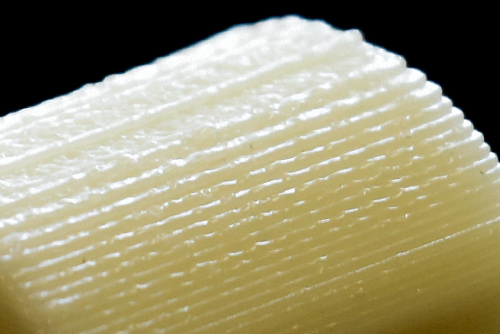
気化したアセトンで表面を溶かすことで、積層の段差はなくなりツルツルとした表面になります。テカリが出ますが、面粗度は非常によくなります。
外観部品にお勧めです。
アセトン前

アセトン後

切削加工機で削ることで表面を仕上げることが出来ます。
切削加工で製作した場合と変わらない綺麗な仕上がりになりますが、形状によっては加工できない場合もあります。

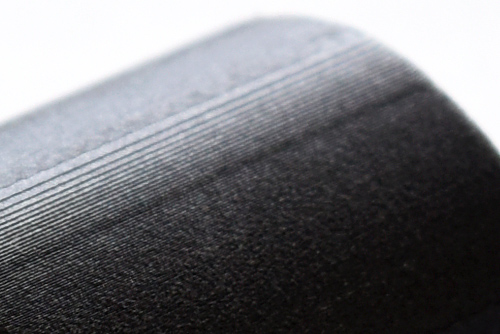
FDM方式の3Dプリンターは、下から順に積層していくため、浮いている部分にはサポートが付きます。
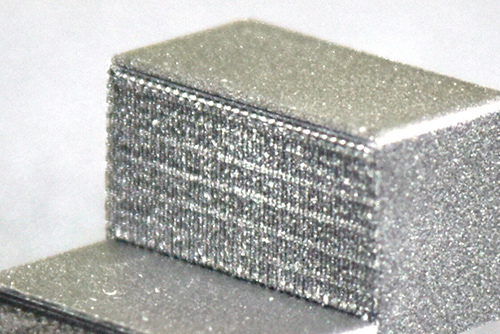
ABSの場合
モデルとサポートは別の材料で作られサポートのみ溶液で溶かす事が出来ます。
サポートのみ溶かされるため、サポートが付いている面と付いていない面の面粗度は変わりません(左下写真)
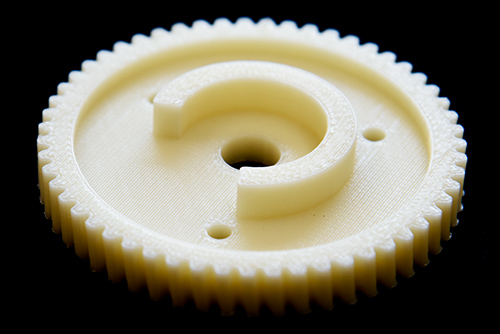
Onyxの場合
モデルとサポートは同じ材料で作られます。
モデルからサポートを剥がすとサポートの跡が残り、ケバやカエリで面粗度は粗くなります。面粗度が必要な面がある場合は、造形の方向を考える必要があります(右下写真)