
3Dプリンター出力は、切削加工と比べるとコストや時間を削減できます。
では、どのような流れで出力は行われるのでしょうか。
そこで、本記事では実際に「レンチ」を出力し、データの準備から出来上がった後の仕上げまで、
3Dプリンター出力の一連の流れを詳しく解説します。
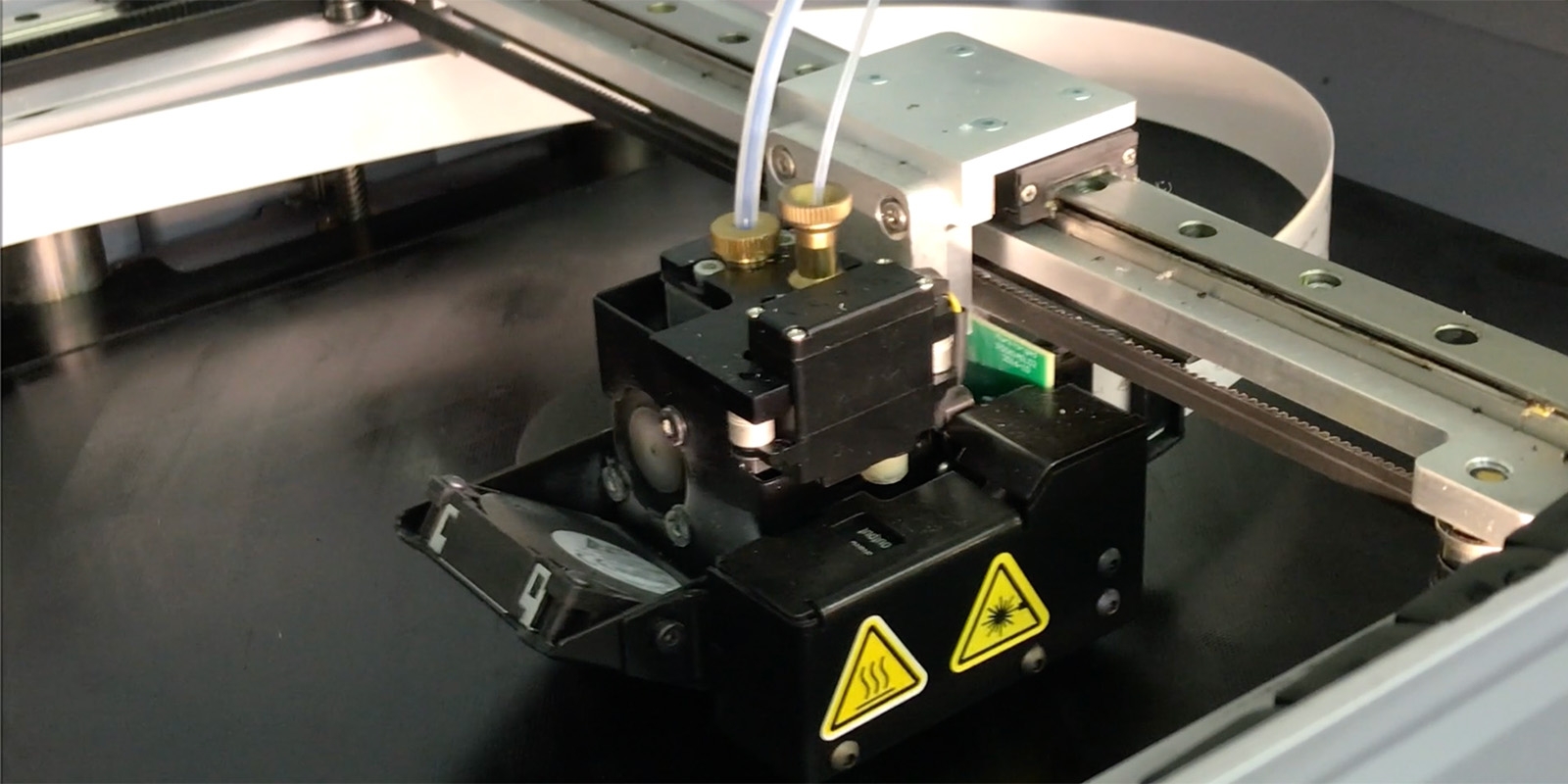
今回は、熱溶解積層法(FDM方式)を利用して、2つのレンチを出力していきます。
使用するのは、F370とX7という3Dプリンターで、材質は使用頻度が高いABSとOnyxです。
大まかな流れは、以下の通りです。
①3Dデータ(STL形式)の作成
②造形プログラムの作成
③3Dプリンターにデータをダウンロード
④3Dプリンターに材質をセットして造形
⑤サポート材の除去
⑥表面処理や仕上げ加工
工程を一つずつ詳しく解説していきます。
3Dプリンターは、3Dデータを材質で直接造形する機械です。
そのため造形には、最初に3Dデータを作る必要があります。3Dデータの作成は、主に2つの方法があります。
CADソフトを使う:3D-CADソフトを使って、3Dデータを作成
現物をスキャン:3Dスキャナーを使って、現物を読み取ることで3Dデータを作成
3Dプリンターに必要なデータについてはこちら→ 3Dプリンターに必要なデータ
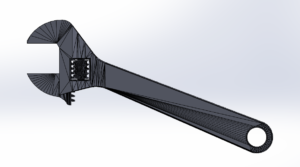
作成した3Dデータは、ほとんどの3Dプリンターソフトに対応しているSTL形式に変換します。
STL形式とは、形状をこのように三角形のメッシュで表現したデータです。
STL形式に変換したデータは、各3Dプリンターのプログラム作成ソフトであるスライサーソフトに読み込ませます。
その後、出力の方向やスピード、積層ピッチ(層の厚さ)などを設定して造形プログラムを作っていきます。
このソフト上では、出力シミュレーションも可能で、完成までの時間や材質の使用量まで予測できます。
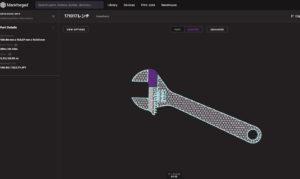
MarkXのスライサーソフト 内部の密度である充填率の調整もできる。
ソフトで作成したプログラムをスライサーデータとして保存します。
そのデータをUSBに移し、3Dプリンターに直接差し込むことで造形の準備は完了です。
造形の準備ができたら、材質を3Dプリンターにセットします。
FDM方式では、糸状の材質をリールで巻いたフィラメントを使用します。

F370のセット部分 サポート材も含めて4つ入る。
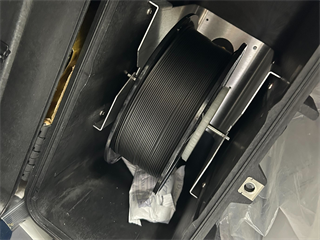
MarkXのセット部分。
セットが終わったら、材質を加熱していよいよ造形開始です。
定期的に問題なく造形できているか確認をしながら、終了するまで待ちます。
造形時間は、積層ピッチや内部の密度などによって変わります。
今回の場合は、F370(ABS使用)は約2時間、MarkX(Onyx使用)は約4時間の造形時間です。
F370の造形中。
MarkXの造形中。
先にF370の方の造形が完了しました。造形後は台に張り付いているため、反らして外します。
写真のように、造形の跡がつくので、この台は定期的に交換します。
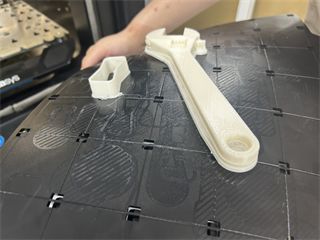
レンチの横にあるのは、問題なく造形が進んでいるか確認するための試し打ち。
これと造形物を、一層ずつ交互に造形する。
約4時間後、MarkXの造形も完了しました。
こちらは、サポート材が本体の材質と同じなので、張り付き防止用のためにスティックのりを台に塗っています。

MarkXの試し打ちは、台の周りで行われる。
3Dプリンターでは、テーブルへの付着防止や宙に浮いている箇所を支えるために、サポート材というものを同時に出力します。
そのため、造形後にこのサポート材を取り除く必要があります。
サポート材の詳しい解説はこちら→サポート材の役割
F370の造形物につくサポート材は、まず大きい部分を手で剥がします。
剥がすのが難しい細部のサポート材は、粉末状の薬剤と水を混ぜてアルカリ水溶液を作り、超音波と高温でサポート材を溶かすという方法で除去します。

サポート材が溶けたら、アルカリ水溶液に浸していた時間と同じくらいの間、水につけて洗浄します。

MarkXで造形した方のサポート材は、造形物の材質と同じOnyxでできているため、
手や工具などで剥がし取ります。
この場合のサポート材は剥がしやすいように、密度が低く柔らかい状態です。
サポート材の除去が完了すると、基本的には完成です。
ただし、熱溶解積層方式(FDM方式)での造形は、製品の表面に積層痕が残ります。
そのため、見た目の精度を上げる必要がある場合は、薬剤で溶かすなどの後処理で対応します。
3Dプリンターでは、1mm以上(通常M6以上)であれば、ネジ山の造形ができます。
さらに当社では、機械加工も可能なため、それ以下のネジピッチでも追加工いたします。
負荷がかかる箇所などでは、ヘリサート加工の対応も可能です。
追加工についての詳しい解説はこちら→追加工について
今回は表面処理がないため、サポート材の除去ができるとレンチの完成です。
サポート材を溶かしたABSのレンチは、洗浄の際に吸収した水を乾燥させます。

実際にレンチを製作して、3Dプリンターの出力工程を見ていきました。
工程を大きく分けると、「データの準備」「3Dプリンターでの造形」「完成後の仕上げ」の3つです。
切削加工などと比べると、工程が少なく、時間を短縮できます。
短納期・低コストでの製作の際には、3Dプリンターでの出力をぜひご検討ください。
DDD FACTORYでは、目的に応じた最適な加工条件での3Dプリントをご提供しております。
【短納期】1週間以内の納期に対応。当日出荷も可能です(※条件によります)。
【多品種小ロット】1個からご注文を承ります。
【高機能材質で造形】PEKKなどの高機能樹脂や金属による製作。
複雑な部品の製作は、ぜひ当社の3Dプリンター出力サービスにてお任せください。
2時間以内に見積もり回答いたしますので、まずはお気軽にお問い合わせください。