
3Dプリンター出力の説明の中で、よく出てくる用語として「サポート材」があります。
このサポート材は、3Dプリンターならではの複雑な形状を造形するために、必要不可欠な存在です。
本記事では、3Dプリンターでの造形を文字通り支えてくれる「サポート材」の役割や
必要な形状・造形後の除去方法について、詳しく解説します。
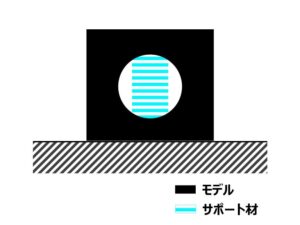
サポート材とは、3Dプリンターでの造形時に、造形物を支えるための土台(サポート)を作る材質のことです。
この土台は、反りの発生を防いだり、複雑な形状の造形をするときに支えたりと、
とても重要な役割を担っています。
ただし、サポート材分のコストや造形と処理の時間が増えるという点に注意が必要です。
サポート材は、3Dプリンターの最大の特徴である複雑形状の造形に欠かせません。
特に、一部が空中に浮いた構造や複数の部品が入り組んだ構造を、正確に造形するためにはサポート材が必要です。
ここからは、サポート材が必要になる代表的な形状をご紹介します。
オーバーハング形状とは、T字やY字のように空中に突き出した状態のことを指します。
このような構造は、支えがないと造形中に重力で垂れてしまうため、サポート材が必要です。
基本的に、45°の角度からサポート材が必要になります。

ブリッジ形状とは、H型の橋のような形状のことです。
オーバーハング形状と同様に、橋の部分に支えがなければ造形中に落下することがあるため、
サポート材が出力されます。

貫通穴などの造形や内部が空洞になっている中空構造も、サポート材が必要になることがあります。
ただし、機械の性能や積層ピッチによりますが、小さな穴はサポート材なしで造形できる場合もあります。
3Dプリンターは、複数の部品を一体で造形し、完成後に可動する構造を作ることができます。
このような構造では、部品同士の隙間に、溶かして除去できるサポート材を使うことで、可動部の接着を防ぎます。
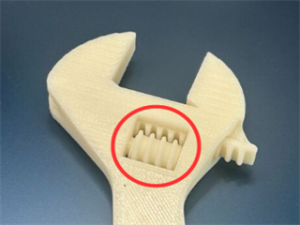
サポート材のおかげで、赤丸の箇所を動かすことができる。
3Dプリンターの造形物は、サポート材を取り除くことで完成します。
サポート材の除去方法は、大きく分けて2つあります。注意点と合わせて、詳しく解説していきます。
サポート材を手や工具などで、物理的に取り除く方法です。
光造形方式やFDM方式で、本体とサポート材が同じ材質の場合によく行われます。
注意点
サポート材と本体が繋がっているため、除去した箇所にバリが残ることがあります。

光造形方式の造形物。サポート材の除去痕が残っている。
高温のアルカリ水溶液に造形物を浸し、超音波を当ててサポート材を溶かす方法です。
ノズルが2つあるFDM方式で、本体と異なる材質のサポート材を出力した場合によく使われます。
注意点
サポート材を完全に溶かす除去方法のため、仕上がりはきれいになります。
ただし、形状によっては1日近く水溶液に浸し、同じ時間をかけて洗浄する必要があるため、
サポート材の除去に時間がかかる場合があります。

アルカリ水溶液で溶かした後は、浸していた時間分、水に浸して洗浄する。
サポート材は、造形物を支えるために必須ですが、使用することで造形時間などに影響が生じます。
ここでは、サポート材が原因で起こる問題について、解決策と合わせて紹介します。
サポート材の量が多くなるほど、本体の造形時間とは別に、サポート材出力分の時間もかかります。
また、造形後にサポート材を取り除く後処理の時間も必要になるため、完成までの時間が長くなります。
サポート材が必要になると、その分の材料費もかかります。
造形物の形状によっては、サポート材のほうが使用量が多くなり、本体よりも材料費がかかる場合もあります。
造形時間の長さや材料費の増加を解決するには、サポート材の使用量を削減する必要があります。
ここでは、2つの方法をご紹介します。
造形前に3Dプリンターのスライサーソフトで、サポート材の調整ができます。
そこで、密度を下げた設定にすることにより、材料の削減と造形時間の短縮が可能です。
不安定な状態で造形をすると、その分サポート材の量が多く必要になります。
そこで、造形方向を変更することで造形物が安定し、必要最低限のサポート材で造形できます。
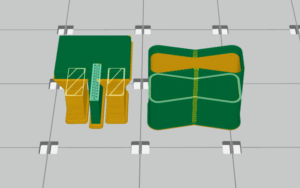
黄色い部分がサポート材。この状態だとオーバーハング形状でサポート材が必須となる。
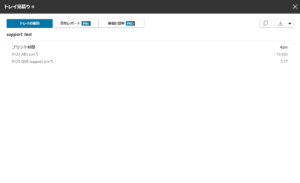
造形時間の見積もりは約1時間。
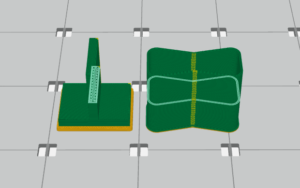
造形方向を変更し、オーバーハング形状の状態をなくすことでサポート材の量を削減。
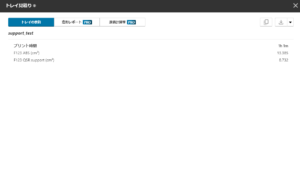
造形時間も42分に短縮される。
3Dプリンター出力の最大の特徴である「複雑な構造の造形」は、サポート材があるからこそ可能になります。
一方でコストの増加や、サポート材の除去による仕上がりへの影響・造形時間や
材料費の増加といった点に注意する必要があります。
造形時間や材料費は、サポート材の調整や造形方向を変更することで削減が可能です。
このようにサポート材を使いこなすことで、より効率的な3Dプリンター出力ができます。
DDD FACTORYでは、サポート材の溶剤による除去ができるため、3Dプリンターならではの複雑な形状の造形が可能です。切削加工では難しい形状も対応できるため、目的に合わせた製作方法をご提案しております。
【短納期】1週間以内の納期に対応。当日出荷も可能です(※条件によります)。
【多品種小ロット】1個からご注文を承ります。
【高機能材質で造形】PEKKなどの高機能樹脂や金属による製作。
複雑な部品の製作は、ぜひ当社の3Dプリンター出力サービスにてお任せください。
2時間以内に見積もり回答いたしますので、まずはお気軽にお問い合わせください。