
3Dプリンター出力では、内部の密度(=充填率)の設定をすることによって、
材料や造形時間の削減ができ、コストダウンにつながります。
そこで本記事では、設定変更が可能な充填率について、詳しく解説します。
充填率とは、3Dプリンターの造形条件の1つで、造形物内部の密度を指します。
充填率が高いほど、内部の密度も上がり、強度に優れた造形物ができます。
ただし、造形時間や使用する材料も増加するためコストがかかります。
そこで内部の充填率を下げることで、必要な材料や造形時間を削減し、コストダウンにつながります。
一方で、内部に隙間が増えるため、強度が下がるという点に注意が必要です。
充填率を下げると、造形物の内部には隙間ができます。
さらに充填方法にはさまざまな種類があり、強度を維持しながら軽量化ができる構造もあります。
ここでは、充填率を下げながら、強度の高さも期待できる3つの構造をご紹介します。
トライアングル構造:三角形で内部を充填する。軽量化と縦横方向からの強度が出る。
ハニカム構造:六角形で内部を充填する。最も軽量で積層方向に強い。
ジャイロイド構造:3方向に線を交差して充填する。全方向からの強度の高い構造。
これらの内部構造は、空間を最大限に活用しており、強度の高さが利点です。
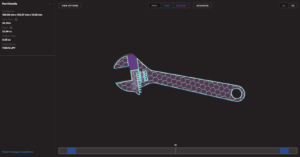
ハニカム構造に設定したデータ。
充填率が高いほど、造形難易度が上がる場合があります。
特に、熱収縮が起こりやすいABSやナイロンなどの材料を使用すると、樹脂同士の結合力が強くなり、
反りが起こりやすくなります。
そのため、充填率を低く設定することは、材料や造形時間の削減だけでなく、反りの防止にも繋がります。
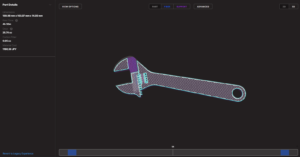
充填率を変更するとコストや造形時間にどのような影響があるか、シミュレーションを行いました。
内部構造は、斜線による蛇腹状で設定し、充填率のみを変更しています。
材料コスト:2,061円
材料の体積:44.57cc(㎝³)
造形時間:6時間32分
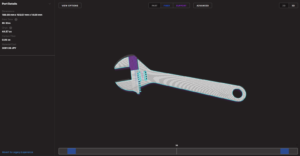
材料コスト:1,190円
材料の体積:25.74cc(㎝³)
造形時間:4時間30分
充填率の設定を変更することで、材料コストは822円削減され、造形時間も約2時間短縮になりました。
このように充填率の調整は、コストダウンだけでなく、3Dプリンター出力の効率化にも繋がります。
補足すると、効率的に進めたい試作品造形の場合は、強度の高さが重要でなければ、
20〜30%の充填率で問題ありません。
3Dプリンター出力では、内部の密度である充填率を調整することができます。
充填率を下げることで、使用する材料や造形時間が削減され、コストダウンになります。
また、内部構造に隙間ができ、構造の種類によっては強度を保つこともできます。
さらに、樹脂の結合部分が減るため、反りの防止など造形難易度を下げることにもなります。
充填率を調節することによって、コスト削減や造形の安定化に重要な調整です。
充填率の調整は、3Dプリンター出力においてコストダウンや造形の安定化の重要なポイントです。
DDD FACTORYでは、造形物の用途に合わせて内部の充填率の調整も承ります。
【短納期】1週間以内の納期に対応。当日出荷も可能です(※条件によります)。
【多品種小ロット】1個からご注文を承ります。
【高機能材質で造形】PEKKなどの高機能樹脂や金属による製作。
複雑な部品の製作は、ぜひ当社の3Dプリンター出力サービスにてお任せください。
2時間以内に見積もり回答いたしますので、まずはお気軽にお問い合わせください。