
3Dプリンターの造形物は、基本的に単色です。材質の色のバリエーションも多くはなく、白・黒・透明が主な色となります。そのため、試作品などで見た目の再現度を高めるには、造形後に塗装する必要があります。
本記事では、3Dプリンターの造形物の塗装について、造形方式ごとの方法を詳しく解説します。
3Dプリンター造形物の色の変更は、基本的に塗装にて行います。インクジェット方式では、唯一複数の色を出力できるため、フルカラーでの造形ができます。
ただし、他の造形方式と比べて、2倍以上のコストがかかる場合があり、注意が必要です。
FDM・光造形・粉末焼結のどの造形方式であれば、造形後の塗装が可能なため、コストを抑えられます。
塗装で色をつけることによって、形状試作などでは実物に近い見本にすることができます。
また、色の変化だけでなく、ツヤ感など印象の変化を加えられます。

左側が塗装前。右側が塗装後。
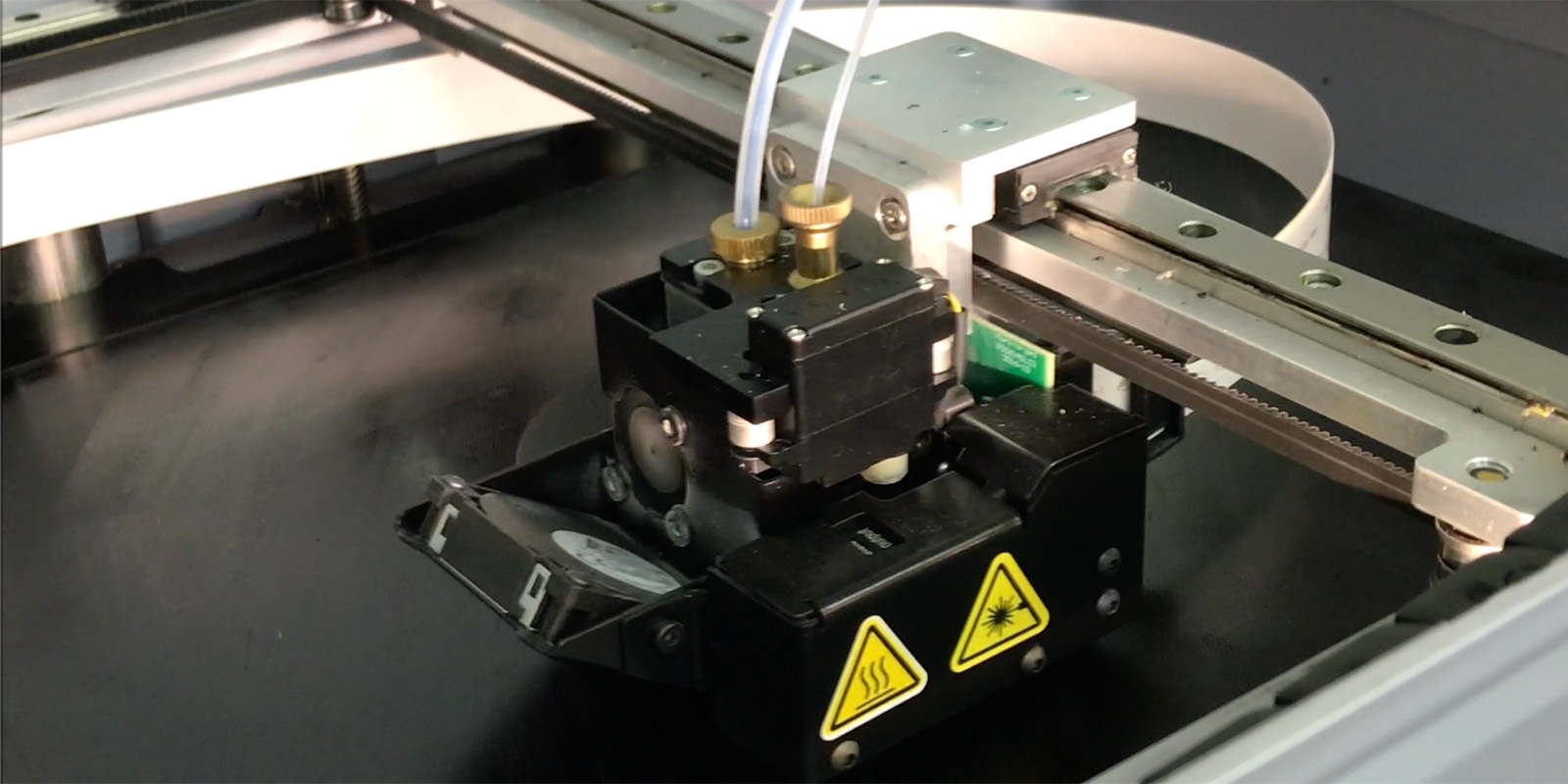
3Dプリンターの造形物は、積層痕の残り方など、造形方法によって表面が異なります。
そのため、その特徴に合わせた塗装方法が必要です。ここでは、造形方式ごとの塗装方法を紹介します。
FDM方式では、糸状の材料を重ねるため、積層痕が残りやすい傾向があります。
そのまま塗装をすると色ムラができてしまうため、適切な表面処理が必要です。
1.サポート材の痕や積層痕を消すため、ヤスリがけ、またはパテやアセトンを使用して積層痕を埋める。
2.サンドペーパーで表面を滑らかにする。
3.表面を蒸留水や有機溶媒などで洗浄する。
4.タッククロスで塗装面の塵やホコリ、研磨粉などを拭き取る。
5.下地処理として、液状のパテであるサーフェイサーを吹きかけ、表面の小さな凹凸を消し、塗料を定着させやすくする。
6.ヤスリやパテの追加が必要な箇所をチェックし修正する。以降、この作業を表面が綺麗に仕上がるまで繰り返す。
7.再度サーフェイサー処理をし、光沢が出るまで表面を優しく磨く。
8.再びタッククロスで表面を拭く。
9.スプレーなどで色付けをする。
10.ツヤ出しなどの仕上げ作業をする。
光造形方式では、液体状の樹脂を使用するため材質同士の結合力が強く、滑らかな表面に仕上がります。
そのため、色ムラが少なく、きれいな塗装が可能です。
耐熱温度が低く、高温の環境では変形してしまう恐れがあるため、高精度が必要な部品には、塗装を行ったあとに追加工で寸法を調整します。
1.サポート材の痕をヤスリがけで除去する。
2.サンドペーパーで表面をさらに滑らかにする。
3.表面を蒸留水などで洗浄する。
4.タッククロスで塗装面の塵・ホコリや、研磨粉などを拭き取る。
5.下地処理として1回目のサーフェイサーを吹きかける。
6.塗装後、ヤスリやパテの追加が必要な箇所をチェックし修正する。以降、この作業を表面がきれいに仕上がるまで繰り返す。
7.再度サーフェイサーで処理をし、光沢が出る程度まで表面を優しく磨く。
8.再びタッククロスで表面を拭く。
9.スプレーなどで塗装する。
10.ツヤ出しなどの仕上げ作業をする。
粉末焼結方式は、表面の凹凸が大きく、実際の製品と同様の色や質感になりにくい傾向があります。
そのため、下地処理の段階で、凹凸の除去がポイントです。
1.サンドペーパーなどで表層の凹凸をなくすように研磨する。
2.サーフェイサーを2〜4回ほど塗布、またはパテを塗る。
3.再度研磨します。
4.サーフェイサーを再び塗布する。
5.スプレーなどで色をつける。基本的に重ね塗りが必要。
6.ツヤ出しなどの仕上げ作業をする。
3Dプリンターの造形物は、基本的に単色で制作されるため、色を加えたい場合は完成後の塗装が必要です。
造形方式によって表面の特徴が異なるため、適切な処理方法で塗装をします。
色をつけることによって、形状試作などでは実物に近くすることができるため、ぜひ塗装という仕上げもご検討してみてください。
DDD FACTORYでは、切削加工も承っているため造形後の後処理や追加工にもご対応いたします。
【短納期】1週間以内の納期に対応。当日出荷も可能です(※条件によります)。
【多品種小ロット】1個からご注文を承ります。
【高機能材質で造形】PEKKなどの高機能樹脂や金属による製作。
複雑な部品の製作は、ぜひ当社の3Dプリンター出力サービスにてお任せください。
2時間以内に見積もり回答いたしますので、まずはお気軽にお問い合わせください。