
3Dプリンター出力は、3Dデータをもとに造形ができるとても便利な加工方法です。
一方で、注意点もいくつかあり、気をつけなくてはトラブルに繋がります。
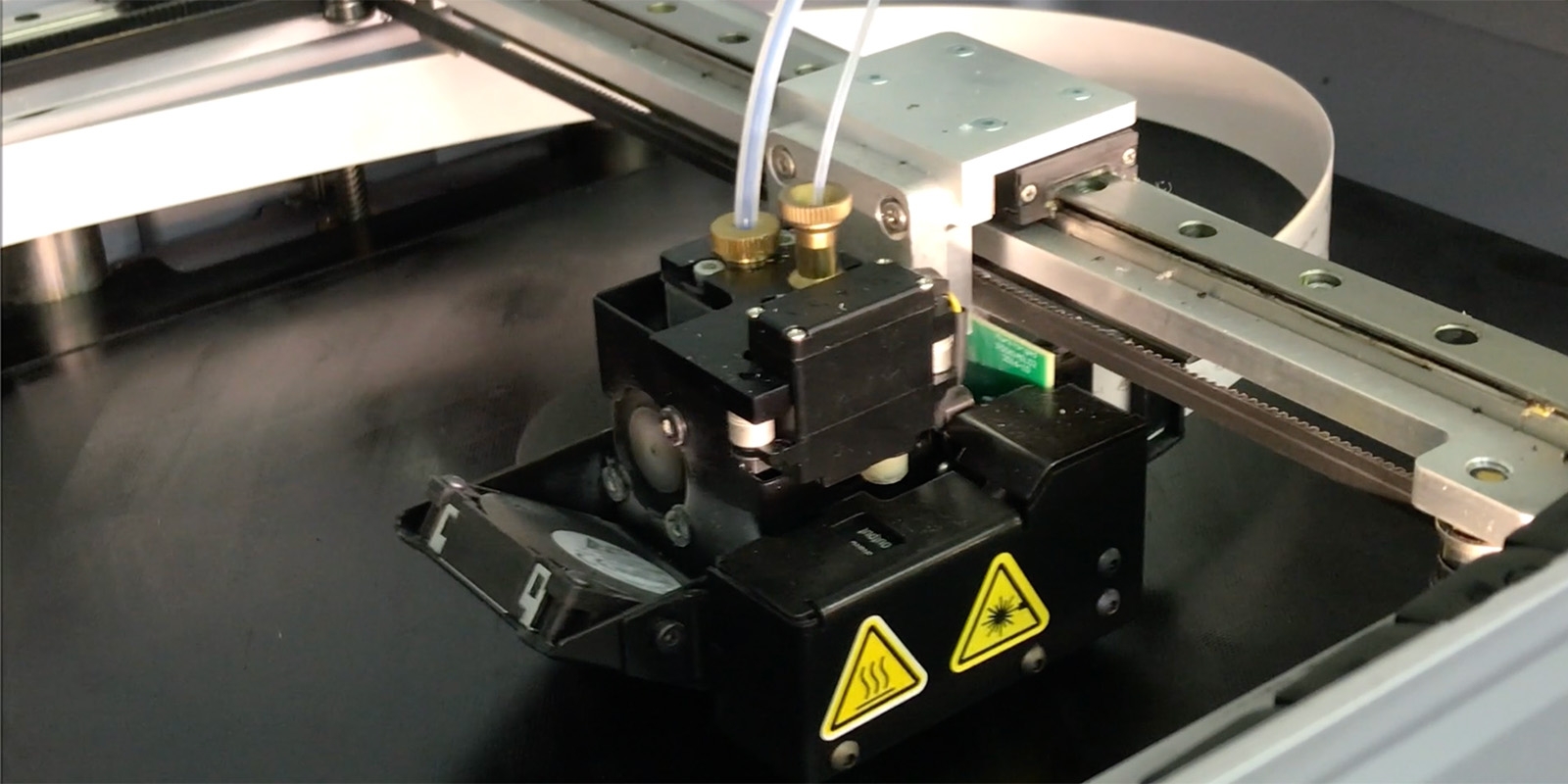
そこで本記事では、最も一般的な造形方式であるFDM方式での造形中に起こりやすいトラブルを、
適切な解決方法と合わせて詳しく解説していきます。
3Dプリンターは、3Dデータから材質で直接造形できるとても便利な機械です。
しかし、機械や材質の取り扱い・造形設定によって、思わぬトラブルが発生することもあります。
ここでは、3Dプリンター出力で起こりやすいトラブルを5つご紹介します。
①造形物に糸引きや発泡が起こってしまう
②造形中に材質の排出が止まってしまう
③造形中に倒れてしまう
④造形物が台に定着せず不安定
⑤ノズルと造形物が接触してしまう
各トラブルの原因と解決策も合わせて、詳しく解説していきます。
3Dプリンターでの造形中に、材質が垂れて糸を引いてしまったり、加熱時に発泡してしまうことがあります。
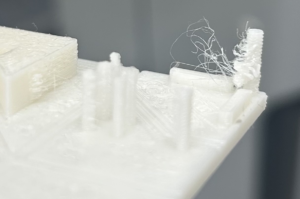
糸引きが起きてしまった部分。
原因
糸引きや発泡が起こるのは、フィラメント(FDM方式用の糸状の材料)が湿気を含んでしまうことが主な原因です。
フィラメントは湿気に弱いため、管理方法に注意しないと、造形トラブルが起きてしまいます。
解決方法
乾燥剤を入れた密閉容器の中に、フィラメントを袋に入れて保管することで、このトラブルを防ぐことができます。
また、吸湿してしまった場合は、専用の乾燥機を使うことで、ある程度品質を戻すことができます。
材質の破損やノズル等のトラブルが原因で、造形途中に材質の排出が止まってしまうこともあります。
原因
湿気を吸ったフィラメントが折れたり、高温により材質が炭化して残るなどが原因で
ノズルが詰まってしまうことがあります。
これが起こるとフィラメントを送り出すことができず、造形中に排出が止まってしまいます。
解決方法
フィラメントが折れてしまった場合は、ノズルの温度を上げ、一度引き抜いて除去します。
また、ノズルの詰まりも同様に、温度を上げて残りを溶かします。
除去ができない場合は、ノズルの交換が必要です。
構造上の問題により、造形中に倒れてしまうというトラブルがあります。
原因
壁部分が薄すぎる構造や造形物自体が高すぎることが原因で、造形中に自重に耐えきれず、
倒れてしまうことがあります。
解決策
壁部分を厚くしたり、支えとなるサポート材を設定することで、このトラブルを防ぐことができます。
また、高さがある構造は、立たせるのではなく横向きにした形で出力することにより、
安定した状態での造形ができます。
3Dプリンターの造形をする台は、材質が定着しにくいため、一層目が不安定になり、ずれる不具合が発生することがあります。
原因
3Dプリンターの台は、ガラス製や金属製であることが多く、
滑りやすいので造形物が密着しにくいことが多いです。
また、台自体を水平にした状態で出力を開始しないと、安定した造形ができません。
解決方法
台が滑りやすい場合は、市販のスティックのりを塗り、材質を定着させることで一層目が安定します。
事前に台がしっかりと水平になっているかを確認し、調整することも造形の安定に繋がります。
造形中に、ノズルと造形物が接触してしまい、積層ズレが起きることがあります。
原因
造形中に台から浮いたり、材質が劣化していると造形物が反りやすくなります。
反りが発生すると、ノズルと造形物がぶつかってしまう可能性があります。
解決方法
反りが起こらないように、造形物と台を定着させることや反りの少ない材質を選択することで、
ノズルとの接触を防止できます。
また、材質が劣化していた場合は、事前に交換することも重要です。
3Dプリンターでの造形は、材質の管理や機械の設定が不適切だと、トラブルに繋がります。
しかし、正しい管理方法や定期的なメンテナンス、事前準備を行うことで、
多くのトラブルを回避することができます。
Dプリンターは工程が少なめで便利な機械ですが、適切な使い方で活用し、注意点を理解することが重要です。
DDD FACTORYでは、本記事でご紹介したトラブルを未然に防ぐため、適切な事前準備や材質管理を行っております。そのため、安心な3Dプリントをご提供しております。
【短納期】1週間以内の納期に対応。当日出荷も可能です(※条件によります)。
【多品種小ロット】1個からご注文を承ります。
【高機能材質で造形】PEKKなどの高機能樹脂や金属による製作。
複雑な部品の製作は、ぜひ当社の3Dプリンター出力サービスにてお任せください。
2時間以内に見積もり回答いたしますので、まずはお気軽にお問い合わせください。